機(jī)械手
機(jī)械手
生產(chǎn)全程采用三維多角度智能機(jī)械手,有效避免產(chǎn)品在傳輸過程中碰撞損壞,自動(dòng)化程度高。
 硫化鎳處理線
硫化鎳處理線
采用國內(nèi)先進(jìn)的硫化鎳處理線,有效剔除產(chǎn)品殘留雜質(zhì),使產(chǎn)品年自爆率控制在萬分之二以內(nèi)。
.jpg) 均溫爐
均溫爐
改進(jìn)后增加至五區(qū)段加熱,均溫效果更加理想。
 均溫爐
均溫爐
改進(jìn)后增加至五區(qū)段加熱,均溫效果更加理想。
 鋼化機(jī)
鋼化機(jī)
20工位鋼化機(jī)使玻璃件表面形成永久應(yīng)力,確保產(chǎn)品機(jī)械強(qiáng)度。
 壓機(jī)
壓機(jī)
12工位四沖程二次成型壓機(jī)。電子伺服供料機(jī)可生產(chǎn)單重超過10公斤以上產(chǎn)品,料滴重量誤差±10克。
 自動(dòng)配料系統(tǒng)
自動(dòng)配料系統(tǒng)
配料稱重設(shè)備采用三電子傳感器式配料稱,配料靜態(tài)誤差控制在0.2%以內(nèi),保證了玻璃配方的準(zhǔn)確性。原材料混合采用強(qiáng)制式混合機(jī),配合料均勻度達(dá)到98%以上。
 熔制-窯爐
熔制-窯爐
首家采用全電熔窯爐熔化技術(shù)和自動(dòng)控制系統(tǒng),熔爐溫度穩(wěn)定在±1℃范圍內(nèi)。液面控制在±0.5毫米范圍內(nèi),有效提高了每片玻璃件的強(qiáng)度和電性能。
 成型-料滴
成型-料滴
料滴重量準(zhǔn)確控制±10g,保證了玻璃件外形穩(wěn)定。
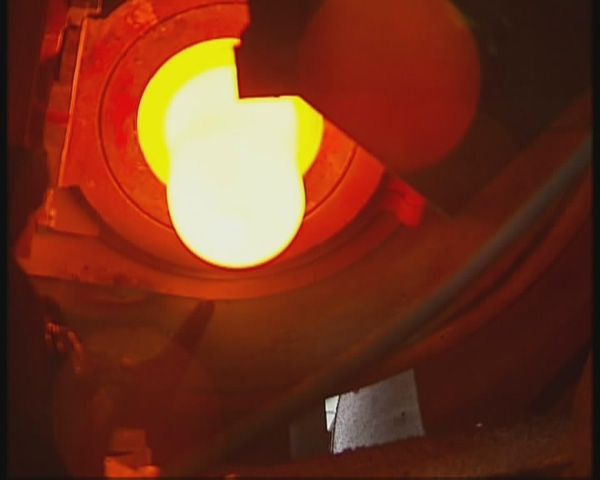
 成型-壓制
成型-壓制
料滴重量準(zhǔn)確控制±10g,保證了玻璃件外形穩(wěn)定。玻璃件成型在12工位開模4沖頭鏜孔全自動(dòng)液壓壓成機(jī)上完成,保證了產(chǎn)品的傘形形狀及爬電距離。
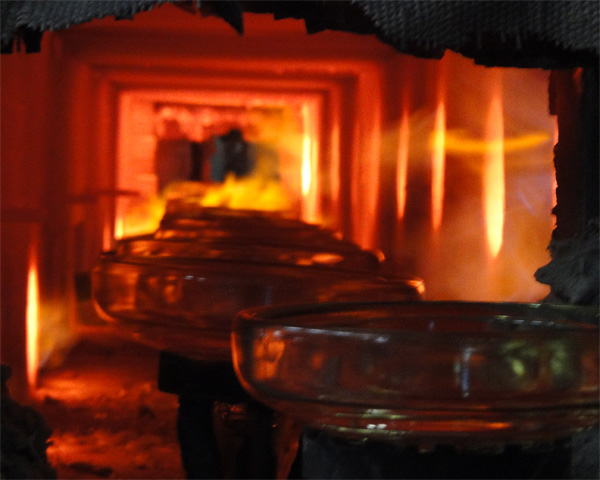 鋼化-均溫爐
鋼化-均溫爐
玻璃件的鋼化采用均溫處理爐、20工位鋼化機(jī)及特殊有效的鋼化工藝。準(zhǔn)確設(shè)定各項(xiàng)參數(shù)對(duì)玻璃件進(jìn)行冷卻,使之獲得表面永久的預(yù)應(yīng)力,確保鋼化質(zhì)量及鋼化均勻性,并最終保證了玻璃件的機(jī)械強(qiáng)度。
 鋼化-20工位鋼化機(jī)
鋼化-20工位鋼化機(jī)
玻璃件的鋼化采用均溫處理爐、20工位鋼化機(jī)及特殊有效的鋼化工藝。準(zhǔn)確設(shè)定各項(xiàng)參數(shù)對(duì)玻璃件進(jìn)行冷卻,使之獲得表面永久的預(yù)應(yīng)力,確保鋼化質(zhì)量及鋼化均勻性,并最終保證了玻璃件的機(jī)械強(qiáng)度。